
Spiral Conveyor Applications in Pharmaceutical Manufacturing

Spiral Freezer vs. Tunnel Freezer: What’s the Difference?
July 27, 2025
Common Conveyor Configurations Offered by Conveyor Suppliers
August 14, 2025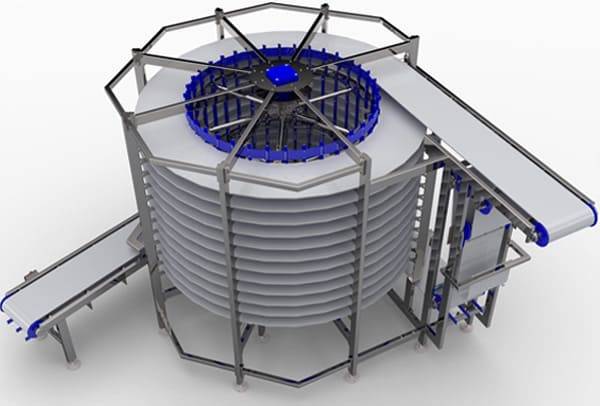
Pharmaceutical facilities require the precise movement of products in controlled environments. Cleanroom layouts, strict hygiene standards, and diverse packaging requirements create a need for flexible and compact conveying systems.
Many spiral freezer manufacturers now supply equipment designed to operate under these specialized conditions. Spiral conveyors bring additional benefits that align with the evolving needs of the industry.
1. Compact Product Handling in Vertical Space
Space is a valuable resource in pharmaceutical plants, where floor areas must be reserved for production lines, inspection stations, and packaging zones. Spiral conveyor manufacturers design equipment that maximizes vertical movement while reducing the footprint on the production floor.
By moving products upward or downward in a continuous flow, spiral conveyors allow engineers to connect multiple levels without interrupting processing. This design supports both batch and continuous production layouts, which is particularly valuable in pharmaceutical operations where every square meter is monitored and regulated.
2. Handling Delicate Packaged Items
Pharmaceutical packaging encompasses a range of products, including blister packs, vials, syringes, and cartons. These products are lightweight, fragile, and sensitive to vibration. Spiral coolers and conveyors reduce abrupt movements by providing gradual inclines and declines.
The smooth belt path helps protect packaging integrity during transfer between sterilization, filling, and inspection stages. Preventing product damage is not only about safeguarding packaging aesthetics but also about maintaining compliance with regulatory standards, as compromised packaging can affect sterility.
3. Cleanroom Compliance and Sanitary Design
Hygiene is central in pharmaceutical manufacturing, and every piece of equipment must maintain strict cleanliness. Spiral conveyors designed for pharmaceutical environments incorporate stainless steel construction, clean welds, and easy-to-access surfaces. This construction enables faster daily cleaning and validation without interrupting production schedules.
Spiral freezer manufacturers who adapt their designs for cleanrooms incorporate materials that resist corrosion and withstand repeated sanitation cycles. In addition, spiral conveyors minimize dust accumulation by keeping moving parts away from the direct product path, which aligns with cleanroom requirements.
4. Flexibility Across Product Types
Pharmaceutical production lines rarely handle a single format. Tablets, liquids, inhalers, and biologics all pass through different packaging workflows. Spiral conveyor manufacturers offer designs that accommodate various product carriers, packaging sizes, and container weights.
Whether moving temperature-sensitive vials from a freeze-drying chamber or transporting boxed products to case packing areas, spiral conveyors can be configured with varying belt widths and load capacities. This adaptability supports long-term use even when product portfolios change.
5. Integration with Inspection and Automation Equipment
Modern pharmaceutical production relies heavily on inspection and monitoring. Spiral conveyors integrate smoothly with metal detectors, vision inspection systems, and weight verification stations. By linking elevation changes with inspection points, production teams reduce the number of transfers between conveyors.
Fewer transfers translate into reduced contamination risk and less mechanical wear on packaging. For cold-chain operations, spiral coolers can be paired with temperature-monitoring equipment to maintain product quality during transitions from refrigerated storage to ambient conditions.
6. Energy and Temperature Considerations
Temperature control is crucial in the pharmaceutical industry, especially in the production of vaccines and biologics. Spiral freezers and coolers allow products to remain within controlled environments for extended periods. This setup prevents temperature fluctuations that may occur during manual handling or with conventional conveyor layouts.
Many spiral freezer manufacturers now build conveyors compatible with insulated enclosures, making integration straightforward in cold-chain facilities. At the same time, spiral conveyors can operate at ambient temperatures, providing a consistent solution across multiple stages of production.
Key Applications of Spiral Conveyors in Pharmaceuticals
Spiral conveyors have become common in pharmaceutical plants for their ability to address critical challenges.
Typical applications include:
- Transporting blister packs between primary packaging and cartoning areas.
- Elevating sterile containers from filling lines to secondary packaging levels.
- Integrating cold-chain handling through spiral cooler units for temperature-sensitive drugs.
- Connecting multi-level inspection processes with minimal transfer points.
These applications demonstrate the practical versatility of spiral systems, illustrating how they enable production facilities to remain compliant while maintaining a smooth product flow.
Evaluate Spiral Conveyor Solutions with Conovey
Pharmaceutical manufacturing requires conveyors that can handle fragile products, meet cleanroom standards, and accommodate multiple packaging types. Spiral designs deliver compact layouts, integration with inspection equipment, and long-term flexibility.
Conovey designs and engineers conveyors that align with these exact needs, providing pharmaceutical facilities with systems that meet strict standards. To learn how a spiral conveyor can improve product handling in pharmaceutical environments, contact Conovey today.

- Various Drive Options
- Tapered Rollers also available
- Optional Polyurethane sleeving
- Variable speed is standard
- Safe low voltage & wide range of speeds
- 1201/1202 | Belt Rollers, Single or Double Groove Light/Medium Duty Conveyors Rollers, Custom Made Grooves | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1203 | Belt Pulley Rollers, Light/Medium Duty Conveyor Rollers | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- Suitable for wide range of application for Buffer or accumulation require
- Single drive with start/stop application suitable
- Single or double 14 teeth x 1/2” sprockets can be fitted (choice of steel or nylon sprockets)
- Mild steel and stainless steel options
- Stainless steel options available for all fixed driven conveyor rollers
- 1301/1302 | Polymer sprocket rollers, single or double sprocket, low running noise, polyamide bearing housing | 50mm Dia | ⌀14mm Shaft
- 1303/1304 | Steel sprocket, single or double sprocket, polyamide bearing housing | ⌀50mm Roller | ⌀14mm Shafts
- 1305/1306 | Steel sprocket, adjustable torque, single or double sprocket, polyamide/steel bearing housing | ⌀50mm, ⌀60mm, ⌀76 mm Rollers | ⌀14mm, ⌀15mm, ⌀20mm Shafts
- 1201/1202 | belt rollers, single or double groove light/medium duty conveyor rollers, custom made groove | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1203 | Belt Pulley Rollers, Light/Medium Duty Conveyor Rollers | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- Single and Double Grooves option
- Light and medium duty driven roller fitter with nylon O ring sprocket
- Line-shaft and 24V DC motorized rollers conveyors
- Mild steel, stainless steel and plastic options
- Stainless steel options available for all fixed driven conveyor rollers
- Free running bearings
- Wide range of tube and shaft options
- Wide range to handle from 100gm to 500kg per roller capacity
- Mild steel, stainless steel and plastic options
- Our most economical price rollers
- 1101 | PVC tube, polyamide bearing housing, light duty conveyor rollers | ⌀25mm, ⌀38mm, ⌀50mm Rollers | ⌀10mm, ⌀12mm Shafts
- 1102 | Light and medium duty universal conveyor rollers, polyamide bearing housing | ⌀25mm, ⌀38mm, ⌀50mm, ⌀76mm, ⌀89mm Rollers | ⌀14mm, ⌀20mm Shafts
- 1103 | Gravity conveyor rollers, steel bearing housing | ⌀50mm, ⌀76mm, ⌀89mm Rollers | ⌀14mm, ⌀20mm Shafts
- 1201/1202 | belt rollers, single or double groove light/medium duty conveyor rollers, custom made groove | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1203 | Belt Pulley Rollers, Light/Medium Duty Conveyor Rollers | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1204 | Poly V belt pulley rollers, medium duty and high speed conveyor rollers | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1205 | Timing belt pulley rollers, medium duty and high speed conveyor rollers | ⌀50mm Roller | ⌀11mm, ⌀14mm Shafts
- 1206/1207 | Polymer sprocket rollers, single or double sprocket, medium duty and low running noise, polyamide bearing housing | ⌀50mm Roller | ⌀14mm Shafts
- 1208/1209 | Steel sprocket, single or double sprocket, medium/heavy duty conveying application, polyamide bearing housing | ⌀50mm, ⌀60mm, ⌀76mm Rollers, ⌀89mm Roller | ⌀14mm, ⌀15mm, ⌀20mm Shafts
- 1210/1211 | Steel sprocket, steel bearing housing, heavy duty conveying, strong and reliable | ⌀50mm, ⌀76mm, ⌀89mm Rollers | ⌀14mm, ⌀15mm, ⌀20mm Shafts
- Free running option for gravity roller conveyors.
- All tapered conveyor rollers have a sealed bearing option for wash-down areas
- 50mm diameter base roller can be grooved for line-shaft conveyors
- Tapered sleeve rollers to suits an inside radius of 500mm to 1200mm
- Single or double 14 teeth x 1/2” sprockets can be fitted (choice of steel or nylon sprockets)
- Mild steel and stainless steel options
- Stainless steel options available for all fixed driven conveyor rollers
- 1401 | Gravity tapered roller, attractive look and low noise | ⌀53mm, ⌀56mm, ⌀50mm Rollers | ⌀12mm, ⌀14mm Shafts
- 1402 | belt drive, Double grooved tapered sleeve roller, customized groove position | ⌀53mm, ⌀56mm, ⌀50mm Rollers | ⌀14mm Shaft
- 1403 | belt pulley drive, Double grooved O belt pulley tapered sleeve roller | ⌀53mm, ⌀56mm, ⌀50mm Rollers | ⌀14mm Shaft
- 1404 | Poly vee belt pulley drive tapered sleeve roller, high speed, low noise | ⌀53mm, ⌀56mm, ⌀50mm Rollers | ⌀14mm Shaft
- 1405 | Polymer sprocket drive tapered sleeve roller, medium duty, low noise | ⌀53mm, ⌀56mm, ⌀50mm Rollers | ⌀14mm Shaft
- Widths | 250mm, 350mm, 450mm, 650mm, 850mm |
- Lengths | 500mm, 1000mm, 1500mm, 2000mm, 2500mm |
- Max Pallet/Carrier Wgt (kg) | 50kg/250kg |
- Pallet Sizes | 238X306, 332X430, 428X550, 522X670 |
- Height Range | 500mm - 1000mm |
- Load Accuracy | +/-0.5mm Stop Unit | +/-0.1mm Locating Pin | +/-.05mm Lift & Locate |
- Roller Pitch | 82.5mm, 127mm, 150.8mm |
- Roller ⌀ | 50mm, 76mm |
- Max Length per Drive | 7500mm |
- Drive Motor Size | .5HP, 1HP | SEW |
- Drive Speeds | 2-24 mpm
- Frame Materials | Aluminum or Powder Coat Mild Steel
- High energy efficiency level with different load application
- Safe, affordable operation without the need for guarding
- Tight positioning tolerances thanks to high precision guide rails
- Active braking and lifting of the Pallets
- Unlimited zero pressure accumulation of Pallets
- Flexible speeds from 0.2 to 24m/min between communication points
- Constant 24V auxiliary power available for energy Saving
- Very limited preventative maintenance required
- No track maintenance due to no moving parts in the track
- Very low noise level, less than 60db(A)
- Easy tracking of the Carts/parts throughout the layout
- Highly standardized components
- Significantly reduced wiring and commissioning time
- Low profile for easy part access around the line
- Tip protection for overhanging loads optionally available
- Adaptable pallet length to fit the size of your part






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}