
Blogs
June 18, 2026

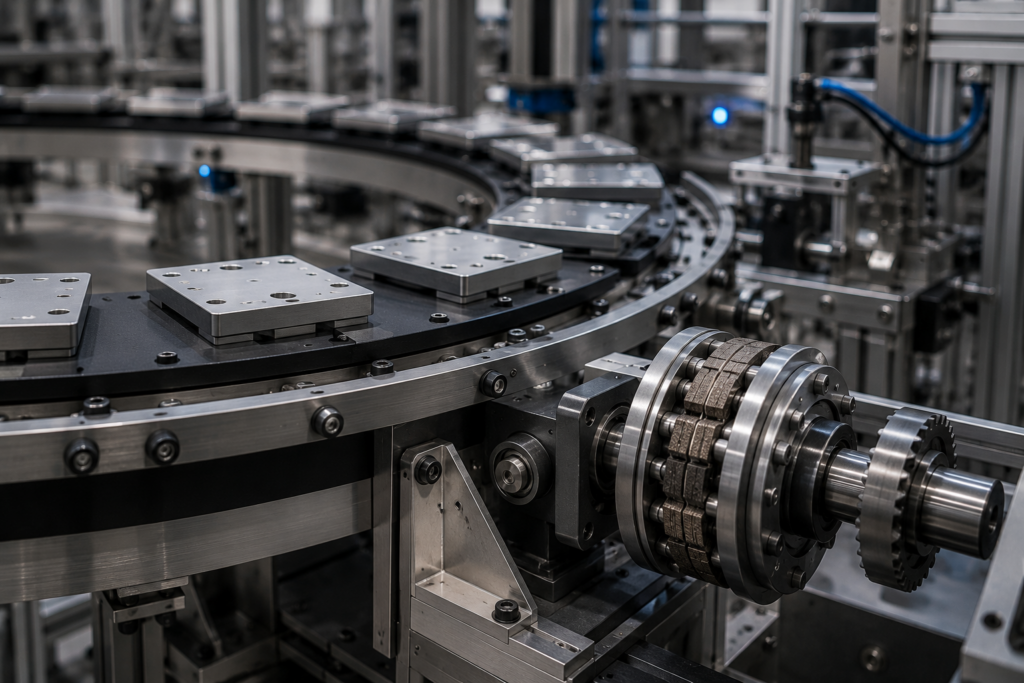
Index conveyor systems are designed to move products in controlled increments rather than continuous motion. This stop-and-start operation is common in packaging, inspection, assembly, and food […]
June 17, 2026

Selecting automation-ready material-handling equipment requires rigorous technical scrutiny across the mechanical, electrical, and software domains. The best conveyor system manufacturers for industrial uses build platforms that […]
June 16, 2026

Ontario food processors evaluate sanitary handling equipment under tight production and sanitation pressure. Procurement teams searching for the best custom-built conveyor suppliers in Ontario need more […]
June 15, 2026

Selecting the right production partner for material handling solutions helps shape the long-term performance of an automated facility. The decision influences throughput, integration timelines, maintenance requirements, […]
June 13, 2026

Selecting a material handling conveyor forces engineering teams to weigh immediate integration needs against long-term adaptability. Modular platforms such as Spantech conveyors arrive as pre-engineered assemblies, […]
June 10, 2026

Contamination risk does not announce itself. It accumulates quietly in weld seams, drain points, and idler shafts until a product recall forces a costly rebuild of […]
June 9, 2026

Unscheduled stoppages on a food line rarely begin with the belt itself. They begin with worn pulley lagging, fatigued bearings, or scrapers that lose edge contact […]
May 11, 2026

Selecting the right industrial conveyor manufacturer influences throughput reliability, compliance readiness, and long-term operational efficiency. Modern facilities operate under increasing pressure from labor constraints, evolving safety […]
May 8, 2026

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Chain-driven automated conveyors maintain controlled product flow, throughput stability, and operational consistency across food processing and packaging environments. In high-volume operations, even minor inefficiencies in motion […]